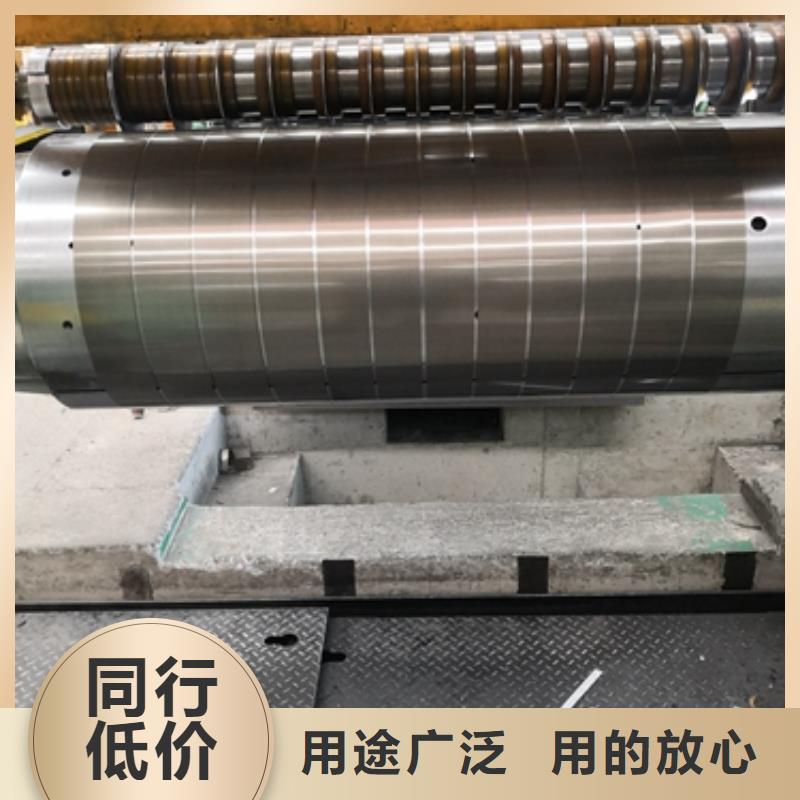

高磁感APV系列B35AV1900 0.35*1200产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:高磁感APV系列B35AV1900 0.35*1200的图文介绍
鹿程国际贸易有限公司(淮北分公司)位于宝山区蕰川公路777号宝钢厂区607-609室,专业生产 冲压用钢、电工钢、硅钢、汽车大梁钢等产品。 公司始终遵循“以市场为导向,以客户为中心的经营理念”为客户提供的服务。我公司生产的产畅销全国各地,本公司技术力量雄厚,生产工艺先进,检测设备完善,产品性能卓越。坚持以人为本,为客户提供的**服务。 公司一贯坚持“用户至上,质量至上,信誉至上,服务 至上”的经营策略,以实现出厂产品质量符合要求。公司自成立以来,一直以质量求生存,以科技为发展之本,我们以“求实创新,服务周到”为宗旨,实现品牌化的市场战略,建立科研开发为先导、设计、生产、销售和技术服务一体化的运营机制。


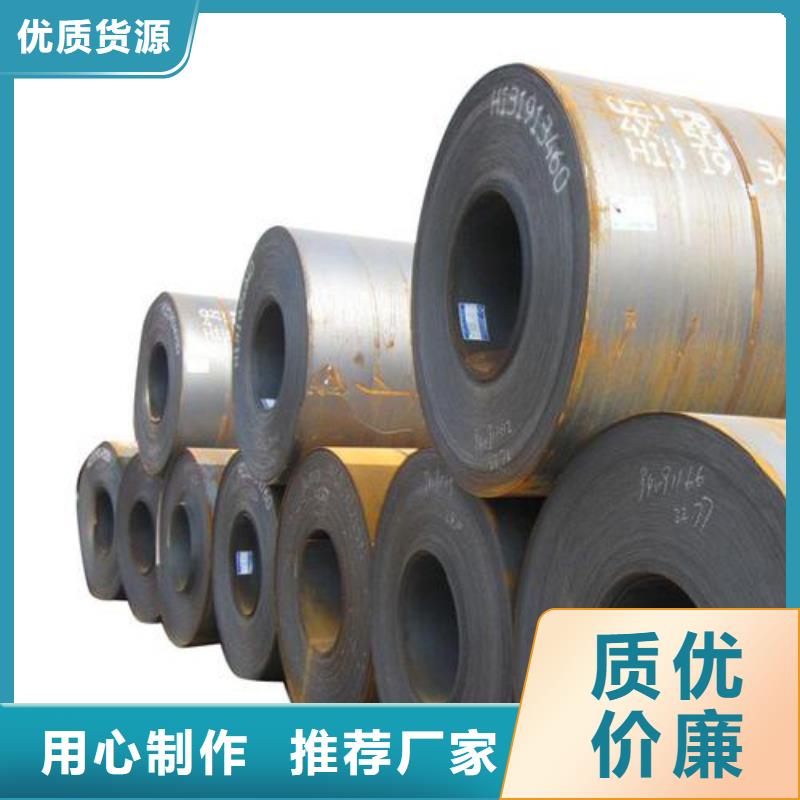
电工钢硅钢片硅钢是一种硅铁合金。用硅钢轧制的片材是电工领域中应用广的软磁材料,因而硅钢片又称电工钢片。硅钢片广泛用于电动机、发电机、变压器、扼流圈、电磁机构、继电器及测量仪表中电机工业大量使用厚度为0.35~0.50mm的硅钢片,用于:中型旋转机,压缩电机,通用马达,小型精密电机,电动汽车,压缩机,通用电机,电源变压器,精密变压器,节能电机,焊机变压器,稳压器,磁性密封器,加速器用电磁铁,汽车电机等;在电信高频技术中常用0.05~0.20mm的薄带钢片,以便更有效地降低涡流损耗。热轧硅钢片厚度为0.35~0.50mm,密度为7.55~7.70g/cm3,多用于大、中、小型交、直流电动机;冷轧无取向硅钢片厚度为0.35~0.50mm,密度为7.65~7.75g/cm3,多用于大型交流发电机、电动机,大、中、小型交、直流电动机;冷轧取向硅钢片厚度为0.23mm 0.27mm 0.3mm 0.35mm,密度为7.65g/cm3,多用于电力变压器、油浸式变压器,干式变压器,电抗器、磁放大器等;冷轧取向薄带厚度为0.05~0.20mm,多用于无线电高频变压器。



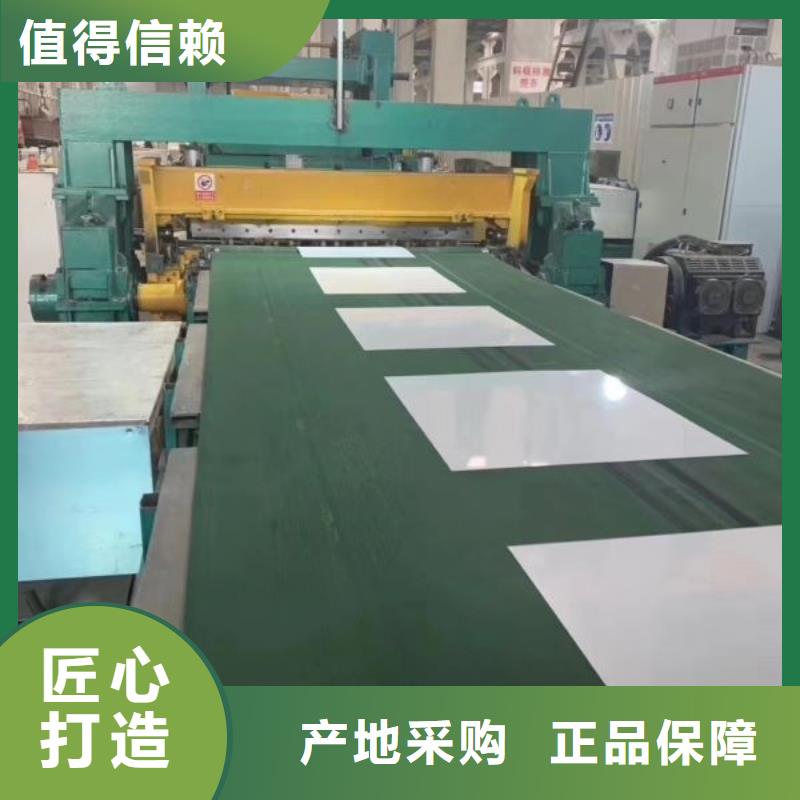
电工钢硅钢片:用 25cm 爱泼斯坦方圈测量时,参照检测方法 GB/T 3655(IEC 60404-2,IDT),一副试样由不少于24 片的样片组成。试样的长度方向应沿平行于产品轧制方向切取,试样长度方向与产品轧制方向的偏离角度应在±1 以内,试样应尽可能覆盖产品的全板宽范围。试样应的取样方法、附近尺寸及允许偏差应符合 GB/T 3655 的规定。测试前,试样应在制造方提供的条件下进行应力退火处理。测试产品时效试样的 比总损耗时,时效试样应在 225℃±5℃温度中持续保温 24h,然后空冷到环境温度。8.5.2 单片法(SST)测量用单片测试仪测量时,试样的取样方法、附近尺寸及允许偏差应符合 GB/T 13789(IEC 60404-3,IDT))的规定。为保证磁性测试结果对带钢磁性能的代表性,裁剪大单片试样时,试样沿纵向的中心线位置与产品宽度方向中心位置偏移量应≤50mm,试样纵向与样板轧制方向的偏离角度应在±1 以内。单片法测量的试样不需要应力退火处理,也不允许进行时效测试。



电工钢硅钢片叠装系数产品的叠装系数应符合表 3、附近表 4 的规定。供方如能保证,可不进行该试验。仲裁时,适用于无绝缘涂层状态。7.4.3 弯曲次数弯曲次数是指用肉眼在基板上观测到 次出现贯穿试样厚度的裂纹(或听到产生裂纹的声音)前的 反复弯曲次数,它表示材料的延展性。弯曲次数应符合表 3、附近表 4 的规定。供方如能保证,可不进行该试验。7.4.4 内应力产品应尽可能量避免出现内应力。内应力的检验不适用于宽度小于或等于150mm 的钢带(纵切分条后的钢带)。缝隙测量值应不超过 2mm。供方如能保证,可不进行该试验。8 检验和试验8.1 检验批次产品应按批验收,每个检验批应由不大于20吨的同牌号、附近同规格、附近同热处理状态、附近同绝缘涂层的钢带组成。对于重量大于20吨的钢带,每个钢卷组成一个检验批。



电工钢硅钢片:宝钢激光刻痕磁畴细化型产品磁性能检测采用了单片测试仪进行测试,通常情况下取向电工钢只测试平行于轧制方向的磁性能水平,特殊情况可以约定分别检测平行于轧制方向和垂直于轧制方向的磁性能。具体测试方法符合 GB/T 13789-2008(IEC 60404-3:2002,IDT)相关规定,测试试样公称尺寸为 500mm×500mm,测试试样长度的误差在±0.1%以内,测试试样的质量误差在±0.1%以内。为保证磁性测试结果对带钢磁性能的代表性,裁剪大单片试样时,试样中心位置与带钢宽度方向中心位置偏移量控制在≤50mm,试样边部距离样板边部控制在≥100mm,试样纵向与样板轧制方向的偏离角度≤1.0°,如附图 A.2 所示。试样要求剪切整齐、当地平坦,直角性好,表面清洁,无影响性能试验的缺陷,试样边部不允许剪切后打磨,剪切毛刺高度不应高于 20μm。大单片试样不经过应力退火处理直接测试。