


一分钟,了解产品的全部魅力!观看我们的不锈钢管【角钢厂家】多种规格供您选择产品视频,为您的购买决策提供有力支持。
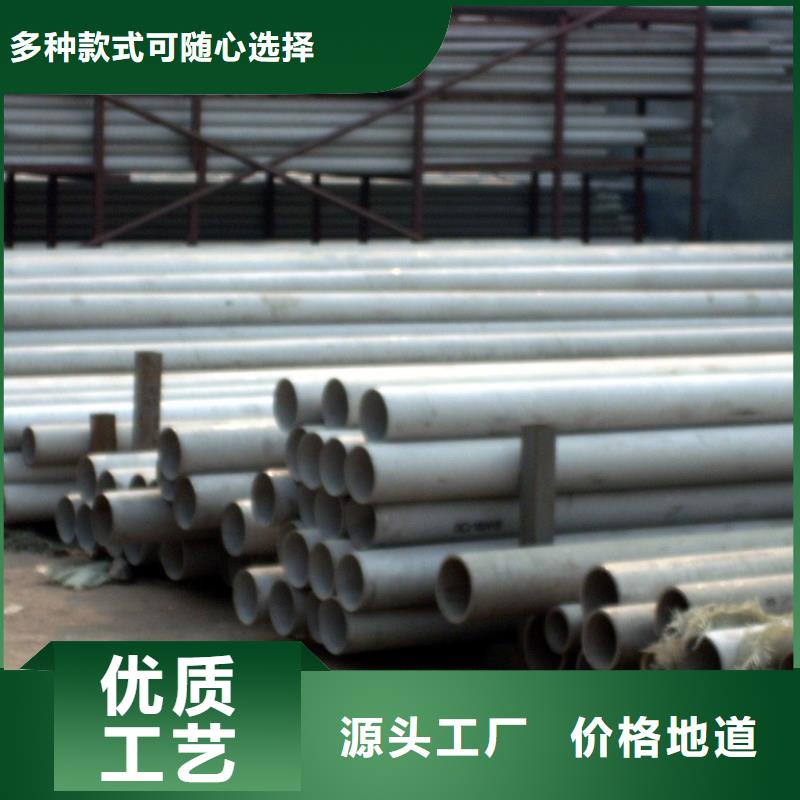
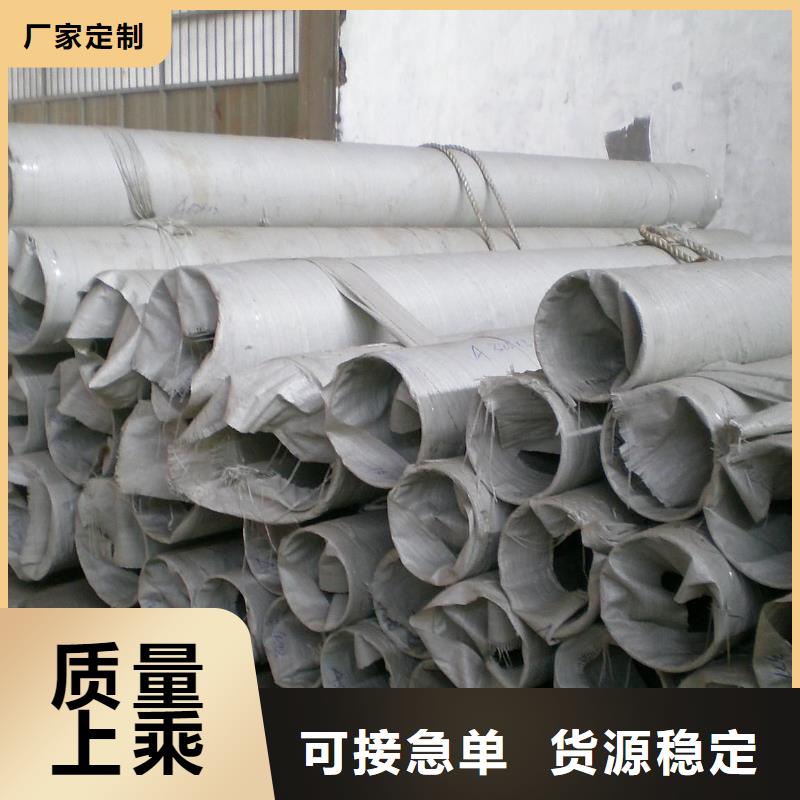
以下是:不锈钢管【角钢厂家】多种规格供您选择的图文介绍


可惜,现有的教科书中不仅对学生,而且对此类型劳动后备学校的教师和工长来说,这类问题的说明是很不够的。在焊接过程中,由于各种原因常常造成焊缝出现缺陷。这些缺陷按所处的位置可分为外部缺陷和内部缺陷两种。焊缝的外部缺陷有:焊缝尺寸不合要求、咬肉、焊瘤、弧坑未填满、外气孔、夹渣及裂缝等。
焊缝的内部缺陷有。未焊透、内气孔、内裂缝和夹渣等。现分别叙述如下;1)焊缝尺寸不合要求焊缝外表形状高低不平、宽窄不均、尺寸过大或过小的现象,称为焊缝尺寸不合要求。产生的原因是:大口径不锈钢管边缘加工得不好;装配质量不好(如间隙大小不均、坡口上部宽度不均等);焊条摆动得不均匀;焊接规范掌握不当等。
2)咬肉在金属与焊缝边缘的交界处有纵向的深凹槽,称为咬肉,也有叫咬边或咬口。这是由于焊接电流强度太大,焊条运动得不正确,焊条倾斜的角度不合适等原因造成的。咬肉是一种危险的缺陷,它基本金属的工作截面。尤其当大口径厚壁不锈钢管受动载时,凹槽处会造成应力集中,导致裂缝的产生。
3)焊瘤焊缝的边缘上有多余的而未与基本金属熔合的堆积金属,称为焊瘤(见图8-2)。通常在立焊与横焊时容易产生这种缺陷。产生焊瘤的主要原因是:焊条熔化得太快;电弧过长;焊条运动不正确;焊接速度太慢等。4)气孔焊缝中的气孔是焊接工作常见的一种缺陷。
焊缝的内部缺陷有。未焊透、内气孔、内裂缝和夹渣等。现分别叙述如下;1)焊缝尺寸不合要求焊缝外表形状高低不平、宽窄不均、尺寸过大或过小的现象,称为焊缝尺寸不合要求。产生的原因是:大口径不锈钢管边缘加工得不好;装配质量不好(如间隙大小不均、坡口上部宽度不均等);焊条摆动得不均匀;焊接规范掌握不当等。
2)咬肉在金属与焊缝边缘的交界处有纵向的深凹槽,称为咬肉,也有叫咬边或咬口。这是由于焊接电流强度太大,焊条运动得不正确,焊条倾斜的角度不合适等原因造成的。咬肉是一种危险的缺陷,它基本金属的工作截面。尤其当大口径厚壁不锈钢管受动载时,凹槽处会造成应力集中,导致裂缝的产生。
3)焊瘤焊缝的边缘上有多余的而未与基本金属熔合的堆积金属,称为焊瘤(见图8-2)。通常在立焊与横焊时容易产生这种缺陷。产生焊瘤的主要原因是:焊条熔化得太快;电弧过长;焊条运动不正确;焊接速度太慢等。4)气孔焊缝中的气孔是焊接工作常见的一种缺陷。



国耀宏业钢铁有限公司在直销经营模式下,努力降低【广西玉林镀锌钢板】产品的成本,可谓是从消费者的角度出发,为消费者提供便捷、价格实惠的【广西玉林镀锌钢板】产品,消费者也可以从中获取物美价廉的【广西玉林镀锌钢板】产品,同时国耀宏业钢铁有限公司也可以根据消费者的实际情况,对产品规格等进行调整。


国耀宏业钢铁有限公司用心选材,整体采用高品质材料。做工精细提高产品质量,注重产品细节的制造。主营产品 广西玉林镀锌钢板。我们本着生产优良、经销诚实守信、服务热情周到的服务宗旨和协助伙伴成就事业从而成就自己的事业的立业精神,为客戶提供良好的品质和服务。



其形成受Cr富集程度以及C、N含量影响。若不锈钢合金液时,б相优先在铁素体中析出,可有效防止形成热裂纹。相反,若б相优先在奥氏体中析出,则会造成周围区域严重贫铬。然而,若奥氏体中存在自由C、N原子时,б相的形成会受阻,既就是说,C、N的存在增大了б相在奥氏体中的析出难度。
c)TiC固溶到奥氏体晶格中并形成贫铬层而引起的晶间腐蚀1Cr18Ni9Ti奥氏体不锈钢厚壁钢管,因加入了化元素Ti等,且Ti主要是以TiC的沉淀游离态存在。焊接过程中,TiC在高温下将发生溶解,Ti会以间隙原子的形式进入到奥氏体晶粒的晶格间隙中,C会进入到奥氏体点阵的空隙中,且其固溶量随温度的升高而增大。
超窄间隙焊接采用低线能量,不仅可加快熔池的凝固速度、缩短C向奥氏体晶界的扩散时间、C的扩散程度、C在晶界的富集量、降低晶界贫铬程度,还能阻阻奥氏体中析出б相,减轻焊缝区晶间腐蚀的倾向、防止熔合线附近发生刀状腐蚀;同时还能缩短HAZ区敏化加热的时间,接头耐晶间腐蚀的能力。
冷却凝固过程中,C的扩散能力较强,向奥氏体晶粒的边界运动,而Ti则因扩散能力不足,保留在原来位置附近,造成C在晶界大量富集而达到过饱合。若经历450~850℃的敏化加热,C与Cr化合使晶界贫铬。在腐蚀介质中,导致晶间腐蚀,在熔合线附近易出现深而细如刀削切口的晶间腐蚀(即刀状腐蚀)。
c)TiC固溶到奥氏体晶格中并形成贫铬层而引起的晶间腐蚀1Cr18Ni9Ti奥氏体不锈钢厚壁钢管,因加入了化元素Ti等,且Ti主要是以TiC的沉淀游离态存在。焊接过程中,TiC在高温下将发生溶解,Ti会以间隙原子的形式进入到奥氏体晶粒的晶格间隙中,C会进入到奥氏体点阵的空隙中,且其固溶量随温度的升高而增大。
超窄间隙焊接采用低线能量,不仅可加快熔池的凝固速度、缩短C向奥氏体晶界的扩散时间、C的扩散程度、C在晶界的富集量、降低晶界贫铬程度,还能阻阻奥氏体中析出б相,减轻焊缝区晶间腐蚀的倾向、防止熔合线附近发生刀状腐蚀;同时还能缩短HAZ区敏化加热的时间,接头耐晶间腐蚀的能力。
冷却凝固过程中,C的扩散能力较强,向奥氏体晶粒的边界运动,而Ti则因扩散能力不足,保留在原来位置附近,造成C在晶界大量富集而达到过饱合。若经历450~850℃的敏化加热,C与Cr化合使晶界贫铬。在腐蚀介质中,导致晶间腐蚀,在熔合线附近易出现深而细如刀削切口的晶间腐蚀(即刀状腐蚀)。
